在共振状态下 , 可用最小的振动能量 , 使工件产生最大的振幅 , 得到最大的动应力和动能量 , 从而使工件中的残余应力消除的更彻底 , 工件获得的尺寸稳定性效果更好 。 (摘录自http://yingli.huawin.com/点击查看详情) 。
振动时效中的共振状态 , 是在外部激振器激振力的持续作用下 , 零件处于“受迫振动”时的一个特殊状态 。 它的条件是激振频率接近工件的固有频率 , 这时振动特性中的振幅—频率曲线出现一个峰值 , 振幅的陡然增大对振动时效产生附加动应力有利 。
【自动|振动时效工艺中振动频率的确定】工件在振动时效时是一个振动体 , 它与其支撑用的弹性橡胶垫和激振器组成为一个振动系统 , 当该系统进行自由振动时 , 根据振动学原理 , 它的共振频率仅与系统本身的质量、刚度和阻尼有关 。 这个频率是由系统固有性质所决定的 , 称为固有频率 。
文章图片
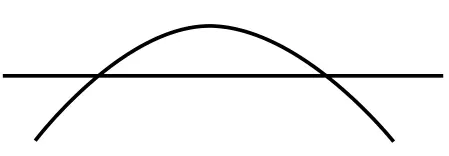
(a) 一阶弯曲振型 , 共振频率:22.4Hz
文章图片
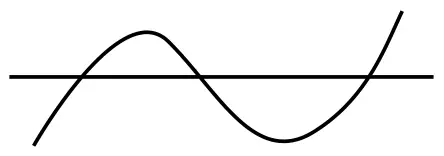
(b) 二阶弯曲振型 , 共振频率:61.7Hz
文章图片
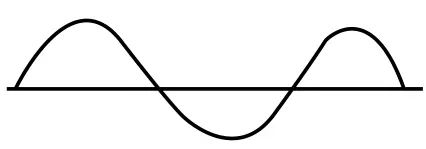
(c) 三阶弯曲振型 , 共振频率:120.9Hz
图1
振动时效中一个工件和它的支撑体组成振动学中一个质量和一个弹簧的振动系统 , 它的固有频率可用下列通式表示:

文章图片
式中:fn为固有频率 (HZ);K为弹簧的刚度 (Kg/cm);m为振动体质量 (Kg) 。
图1示出了某均质等截面梁弯曲的频率及相应的振型 。
由振动频率的方程解及上图可知 , 具有几个自由度的振动系统 , 有几个固有频率 , 按低至高频顺序分别称为:第一固有频率(基本固有频率);第二个固有频率…… 。 对于每一个固有频率都有一个确定的位移形态 , 称为振型 。 就是说 , 对应每一个固有频率都有对应的一个振型 。
工件的固有频率可用振动时效设备本身来测定 , 以VSR系列振动时效设备为例 , 只要按一下控制器面板上的“启动”按钮 , 整套装置就会在其扫频范围内寻找出被时效工件的固有共振频率 , 并将固有频率值、固有频率下所对应的工件的最大振动加速度值及工件在固有频率周围的振动趋势图打印出来 , 使操作者一目了然 。
文章图片
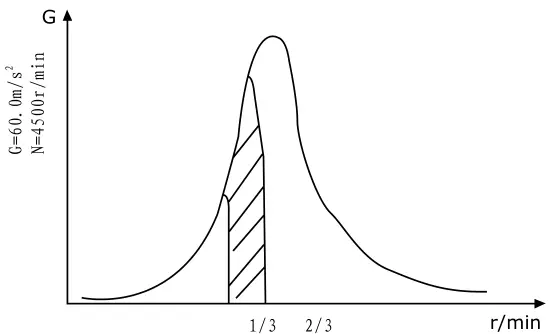
图2 某工件的n-n扫描曲线图
振动频率一般选择在共振峰前沿 , 即工件的亚共振区 , 一般确定在共振峰高度的1/3~2/3所对应的频率范围内 , 如图2所示 , 该工件的固有共振频率为4500r/min , 共振时产生的最大振动加速度(峰值)为60.0m/s2 , 则对工件的振动时效频率就确定为工件的振动加速度值在20.0~40.0m/s2区域内所对应的频率 。 具体的确定方式有两种:
1手动调节
首先将激振器频率调节到工件固有频率以下100r/min处 , 即4400r/min , 观察控制器上加速度的值 , 然后再用手动慢慢升速 , 使加速度值升高在20~40m/s2范围内 , 具体掌握在多大的频率下 , 还要看工件的振动情况 , 若工件在共振状态时振动很激烈 , 则可选择在1/3~1/2范围内 , 若工件振动不是很激烈 , 则选择在 范围内 。
2自动调节
VSR系列全自动控制器会自动地控制整套设备对工件进行频率、振动情况的测定 , 并给出数据及曲线图 , 根据专家系统自动地确定对工件的振动频率 , 这一切无需人工干预 , 而只需按一下自动按钮就可完成 。
推荐阅读





- 测试|北京:自动驾驶测试里程突破365万公里
- 华依|中信证券:惯性导航有望成为L3及以上自动驾驶的标配产品
- 爆发|中信证券:自动驾驶渐行渐近,惯性导航刚需爆发
- IT|TuSimple完成了首次无人驾驶自动驾驶卡车在公共道路上的运行
- 示范|聪明的车、智慧的路!北京自动驾驶测试里程超365万公里
- 样本|国内首个在库运行超百万份生物样本全自动化库落户广州
- 汽车|Apollo迎来7.0重大升级,百度自动驾驶开放平台迈向工具化时代
- 协同|福瑞泰克携手中智行 基于车路协同,引领高阶自动驾驶时代新赛点
- 中心城|上海轨交全自动线路规模首度跃升世界第一
- 地下车站|深圳地铁首条全自动驾驶线路开通初期运营