江苏激光联盟导读:本文介绍了一个混合制造技术 , 即混合激光增材制造SLM和激光原位喷丸技术(LSP) , 利用LSP技术来减轻SLM制造过程中在垂直方向上所产生的变形 。 LSP在最近被提出用来减少在SLM过程中形成的抗拉残余应力 。 LSP对部件变形的影响 , 然而 , 并没有并给出详细的研究 。 据介绍 , SLM可以整合LSP在一个设备中来减少SLM部件在打印过程中或打印后的上层的残余应力和变形 。 为了研究变形的校准能力 , 一个两阶段的技术框架被提出来 , 包括SLM工艺和LSP处理的物理为基础的模型 。 阶段1包括SLM的热机械模拟来预测表面形状 , 并将其应用到一个模型为四层50微米的316L不锈钢和面积为4mmX4mm的区域 。 阶段2则包括一个弹性——塑性热机械冲击波的模拟来预测纳秒脉冲红外激光进行LSP表面处理所带来的处理效果 。 在不同激光光斑 , 搭接率和部件温度为300到500K变化的时候的表面变形均进行了检查分析 。 对316L SLM样品 , 上部的表面在厚度200微米 , 层数为4层的时候其垂直方向的变形为9微米 。 在允许2微米的变形的时候 , 只有44.13%的表面初始符合度 。 在温度为300K的时候经过LSP处理之后 , 符合度可以提高到84.75% 。 在经过3次LSP处理之后 , 且50%的激光功率密度进行相应的增加 , 表面符合度增加到91% , 显示了复合LSM-LSP工艺在减少最后机加工上的优势 。
文章图片
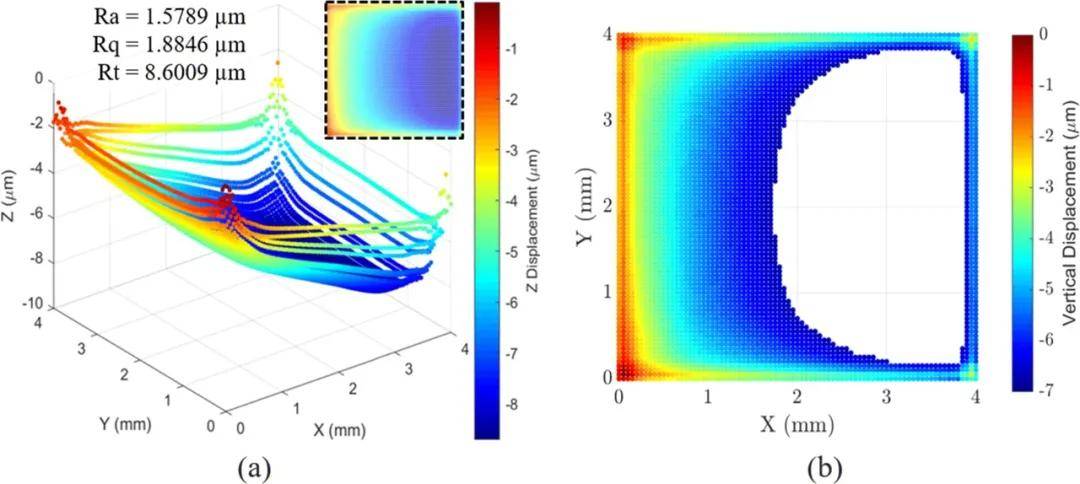
图1
【mmX|借助激光喷丸技术在SLM打印时利用预测模型来原位校准变形】a 在SLM工艺进行制造面积为4 mm × 4 mm的316L不锈钢时,制造厚度为 200-μm,每一层厚度为50-μm时,预测的顶部的形貌图(相对最高点) b 在顶部的彩色轮廓区域未能符合指定的一致性标准 (非彩色区域是满足2-μm的一致性标准的 )
LSM技术是一种广泛应用的3D打印技术 , 可以实现传统技术很难完成或不能完成的制造 。 有诸多因素对获得理想的打印部件的宏观性质至关重要 。 例如 , 瞬间的温度分布不仅对熔池尺寸和热影响区产生影响 , 这两个因数控制着显微结构的演化和材料的性质 , 同时还控制着热机械行为 , 这直接决定着残余应力 , 从而导致材料是否变形 。 事实上 , SLM制造时一个最大的限制在于构建每一新层的时候在凝固过程中 , 液相-固相转变的时候的收缩造成的残余抗拉应力的存在 。 这一表面收缩受到早先凝固层的限制 , 底层的限制等 , 从而造成分层和扭曲效应的发生 。 在不断堆积的过程中和抗拉残余应力(简写为TRS)的不断积累,打印后的制品的机械性能也会出现材料异性的现象.由于TRS的存在 , 当TRS存在的位置不适合的时候 , 就会由于疲劳性能的降低和裂纹扩展所需要的关键应力的幅度变低的时候就会对机械性能产生非常严重的后果.为了解决这一矛盾 , 后处理工艺包括热等静压和炉内热处理等就不得不用来进行消除和减少TRS.此外 , LSP表面后处理工艺已经用来进行SLM样品的残余应力的改善上.采用LSP对SLM样品进行后处理所带来的好处有减轻TRS所造成的不利影响 , 降低应力强度的影响因素 , 提高疲劳裂纹的愈合等.
文章图片
图2
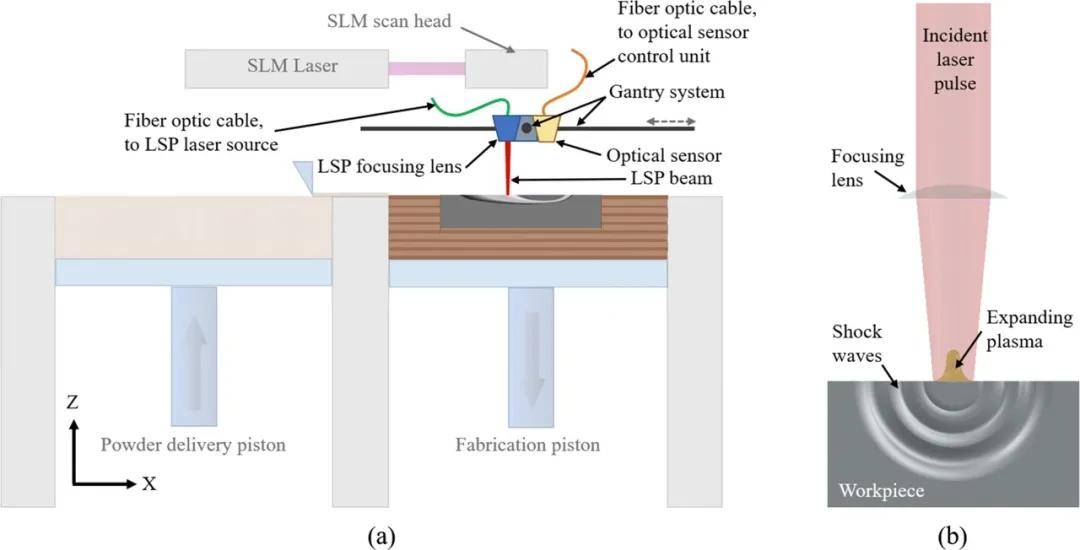
a 提出来的包括一个表面轮廓光学扫描传感器用于生成输入给原位LSP的成形系统的示意图,来减轻SLM诱导产生的变形 . b 通过诱导的激光脉冲在工件中产生的冲击波和在界面处的膨胀等离子体
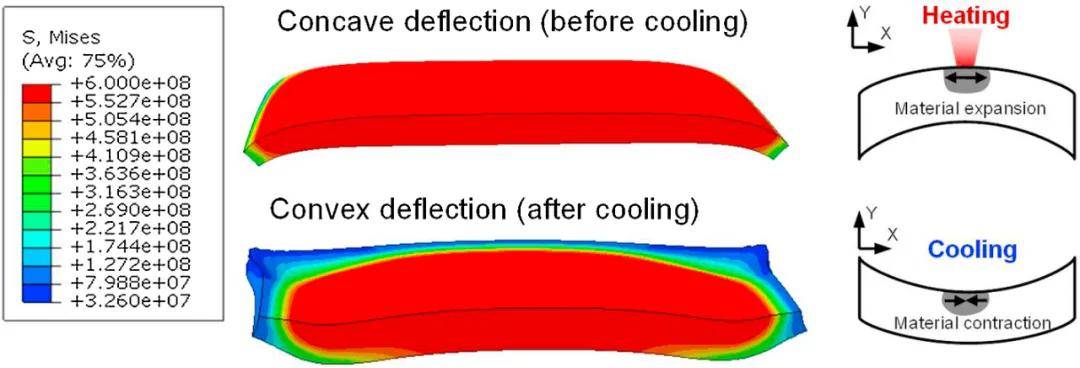
结合以上的讨论 , 可以得出SLM技术在加工时会产生并不期望的变形 , 同时在打印的部件中存在TRS.测量以上两个参数 , 尚需要进一步的深入了解其背后的机理.当前的研究主要集中在如何减轻TRS上 , 很少有工作是关于SLM过程中变形的预测 , 更不用说如何减轻这一现象的发生了.正如本研究所提到的 , 在SLM沉积4层50μm(制造高度为200μm)的316L 不锈钢 , 预测到在垂直方向的顶部的大约有9μm的最大值的变形 , 这表明在垂直方向有大约4.5%的尺寸误差.在一个没有最终校准的工艺过程中 , 这一尺寸偏差将会最终导致该部件被废弃掉.在这一工作中在垂直方向上的打印误差被称之为超高.相似的变形行为已经被Li 通过多尺度模拟观察到了这一现象.他们观察到部件在扫描过程中的凹面偏转现象 , 这是热积累造成的.在冷却过程中 , 凸面偏转就会被观察到 , 而在边缘或者棱角处的部件就会升起(或者升高) , 朝向热源的方向 , 而中心区域则呈现出偏转离开热源的方向.注意到顶部表面的平整程度对确保随后的再涂层的均匀厚度至关重要 , 因为不均匀的厚度会对熔化和凝固特征造成不利的影响.最近关于金属3D打印过程中的粗糙表面的生成对部件变形的影响也提供了深层次的理解支持.
文章图片
图3 在介观尺度层的扫描间距模型下的偏离(由于堆成而采用一般的扫描间距)(Li等人的研究结果)
直到今天,发表的公开文献很少有直接利用LSP来校准或减轻SLM制造过程中的不期望的变形. Kalentics等人在2019年发表了采用LSP来通过减少TRS来减少部件变形的研究工作.他们的实验是一个非原位的工作,是将正在打印的部件移除打印工作区,然后在室温下对部件进行LSP处理.LSP处理后在放置在打印工作区进行重新定位安装后进行打印作业,在打印若干层后再进行LSP处理,如此循环反复,直到整个部件打印和LSP处理完毕.基于LSP处理的目的是为了减少TRS的幅度和将不期望的TRS转换成有益的残余压应力(CRS),对部件进行对称的施加LSP处理是有道理的.
文章图片
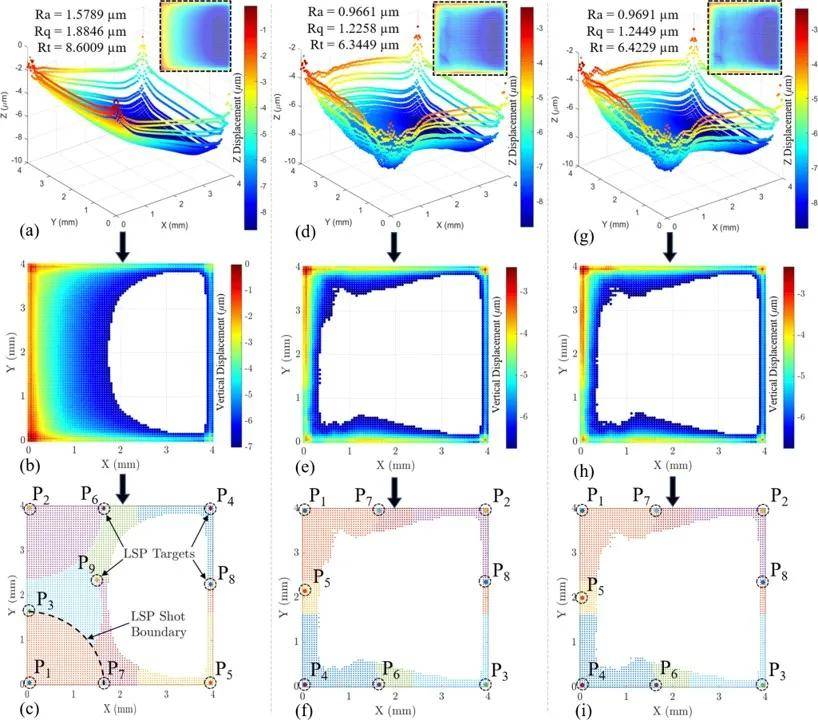
图3a 在SLM加工之后由于凹面垂直变形所造成的顶部表面形貌图. b 在SLM加工之后 , 满足 2-μm一致性标准的表面区域(用白色来表示). c 第一次采用LSP进行处理的模式(光斑直径为1.6 mm , 搭接率为40%) . d 在第一采用LSP进行处理之后的表面形貌. e 在第一次采用LSP进行处理之后,表面区域满足 2-μm一致性标准的区域(白色). f 第二次LSP处理的模式(激光光斑和40 %的搭接区域) . g 在第二次LSP处理之后的表面形貌图. h 在第二次LSP处理之后,表面区域(白色区域)满足2-μm一致性标准的区域. i 第三次LSP处理的模式 (1.6-mm 的激光光斑和 40% 的搭接率)
文章图片
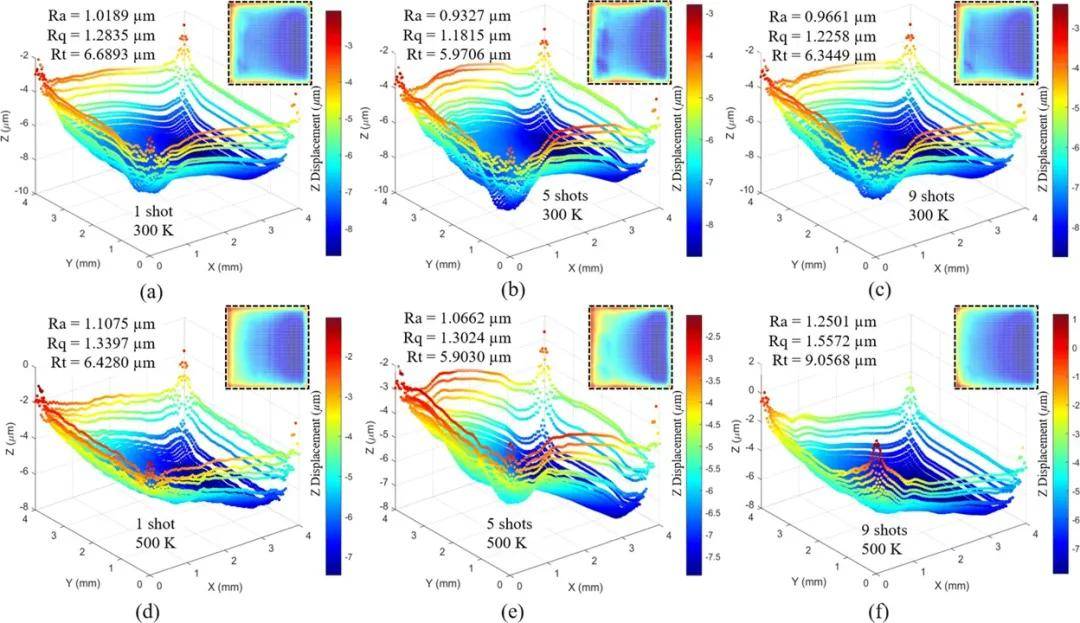
图4 a–c 在LSP分别冲击1, 5和 9 次之后,且温度为300 K时对变形的影响 . d–f 在LSP分别冲击1, 5和 9 次之后,且温度为500 K时对变形的影响T . 需要注意的是图片取自在应用参数4的LSP进行处理所得到的结果 (每一条曲线都有一个独特的垂直轴的标尺 )

文章图片
图5 瑞士EPFL公司采用该技术进行处理的实际案例和复合技术处理的示意图
文章来源:Sunny, S., Yu, H., Mathews, R. et al. A predictive model for in situ distortion correction in laser powder bed fusion using laser shock peen forming. Int J Adv Manuf Technol 112, 1319–1337 (2021). https://doi.org/10.1007/s00170-020-06399-z.
参考文献:1,A multiscale modeling approach for fast prediction of part distortion in selective laser melting,Journal of Materials Processing Technology , Volume 229, March 2016, Pages 703-712,https://doi.org/10.1016/j.jmatprotec.2015.10.022
2,Laser shock peening: A promising tool for tailoring metallic microstructures in selective laser melting, Journal of Materials Processing Technology,Volume 266, April 2019, Pages 612-618,https://doi.org/10.1016/j.jmatprotec.2018.11.024
推荐阅读






- IT|搭载激光雷达的蔚来ES7首次曝光 2022年将正式亮相
- 成功|高功率随机光纤激光成功用于无散斑成像
- 通信技术|日本将试验激光与卫星通信 连接速度可达10Gbps
- 设计|比肩激光电视的4K分辨率智能投影仪:慧示J1 Pro评测,开灯也能用
- 磁场|利用磁场任意切换纳米激光器的状态
- 夜间|炫酷!重庆高速激光防疲劳系统投入使用
- 警示|重庆市高速公路启用安全驾驶激光防疲劳系统
- 大理|大理爱尔眼科医院邀您共同见证黑科技——飞秒激光联合焕晶白内障技术
- 激光|某化工企业新“员工”:艾吉威激光slam全向叉取式AGV
- 杜比|峰米全色激光电视 T1 发布:16999 元起,全色激光光源