叶轮 研制“胖五”心脏内这个不起眼的零件,科学家竟花费了12年( 三 )
它不像水,如果水要灌到包套中,就可以流到各个角落,但是粉末就比较难了。
我们的解决方案是采用大颗粒和小颗粒相结合,因为大颗粒的流动性比较好,可以“骨碌”过去。
但是它填充性能比较差,因为它比较大,会堵住一些粉末模具中的间隙。
小颗粒的填充性非常好,因为它比较细小,可以填充到模具的各种角落中,但是由于团聚和静电吸附,它的流动性比较差。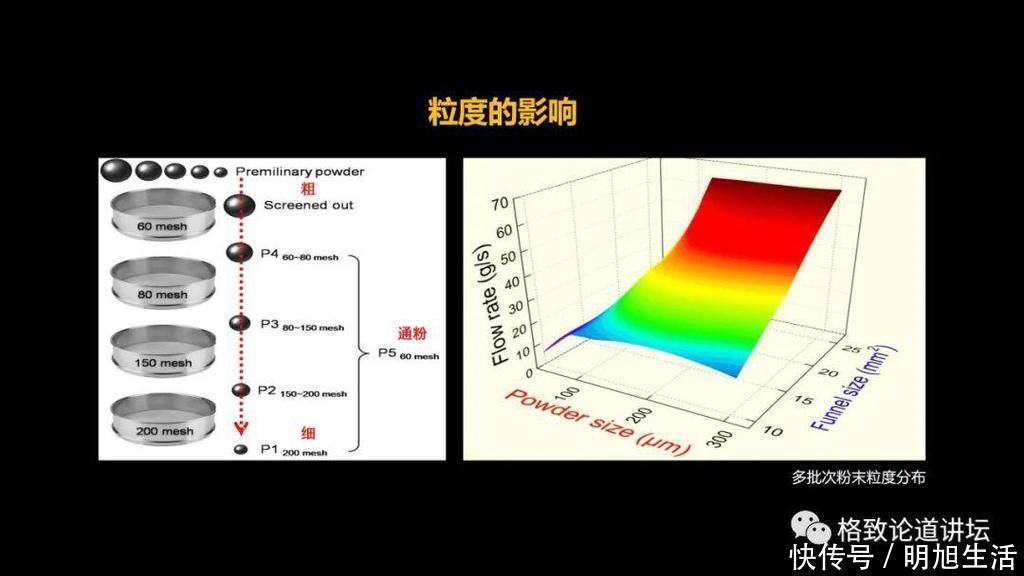
文章插图
所以我们的解决方法就是大颗粒小颗粒相结合,而且摸索出一套行之有效的、可以达到一个良好致密度的填充方案。现在我要着重介绍一下热等静压。
热等静压是钛合金粉末成形的一个重要方式,它的目的是使松散的粉末致密化。
“热等静压”这四个字,实际上包含了三个词,第一是“热”,第二是“压”。
热,顾名思义,我们要在热等压炉中给它提高很高的温度。
压,就是要压力给它压扁,压力是靠惰性气体,通常是高纯氩气来实现的。
“等静”是什么意思?
因为它是气体,所以在压制的过程中,各个方向的压力是一样的。
文章插图
这就是粉末包套放在热等静压炉中,红色的箭头是等静的压力。这个温度下,钛合金的热压温度大概是900多度,压力是1400个大气压,140兆帕。
所以很容易把它变得柔软,然后致密化成形,得到很好的粉末合金。
热等静压进行完后,我们对粉末合金的性能进行了测试。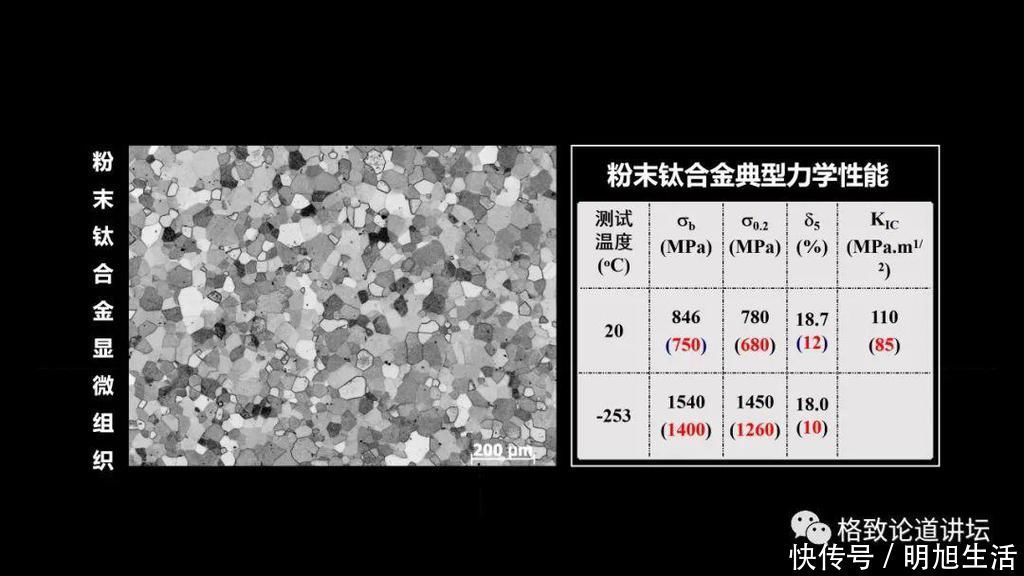
文章插图
这是我们测的室温和低温的力学性能数据,因为氢泵叶轮是用在低温下的,除了低温强度,我们可以看到红色的字是铸造叶轮的性能。我们发现低温下粉末合金的性能比铸造性能提高了140兆帕,这意味着什么?
意味着如果拿粉末合金来做氢泵叶轮,可以承担更高的转速,而且使用起来更加可靠。
粉末叶轮怎么做?
粉末合金做完后,只是万里长征走完了第一步,我们还要用合格的粉末合金制备复杂的粉末叶轮这个零件。
叶轮到底怎么做?
说实话,我也不知道。
各位应该都做过大学毕业设计,也有攻读硕士研究生或博士研究生的时候,导师会给你一篇文献,我们得需要一些技术资料。
但是在12年前,由于这个技术是高度封锁的,我们获得任何技术资料都是比较困难的。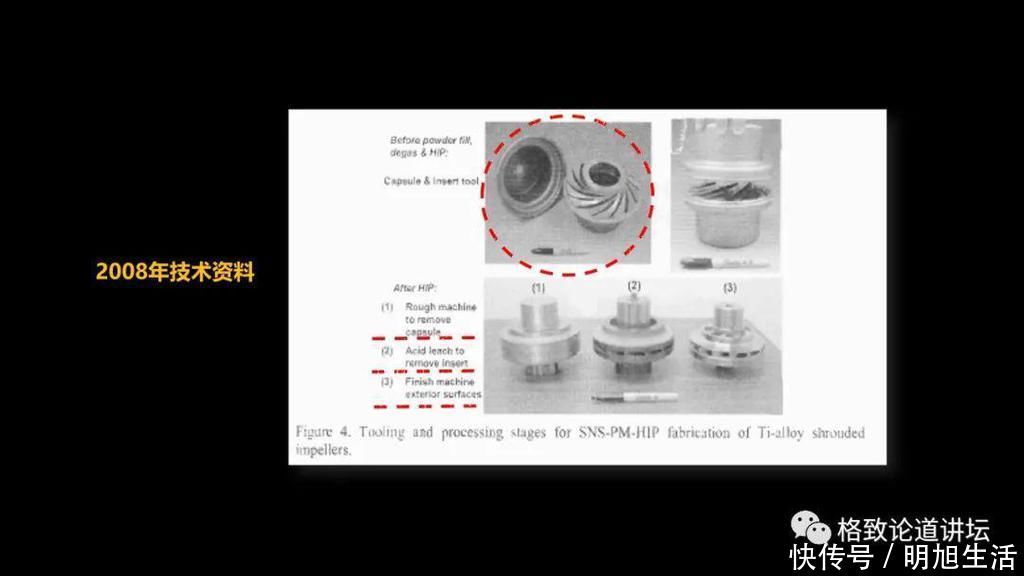
文章插图
这是2008年,当时的金属所副所长杨锐在国外开会时,正好是一个热等静压会,他拿回来一篇会议文献,当天晚上就给我,说你赶紧看。我如饥似渴,连夜阅读,发现我想要的东西它都没有。比如包套怎么做、材质是什么、热等静压参数是什么。
最关键的一条,我这个型芯怎么制造,就是图中红圈圈出来的,我只知道包套和型芯模具的长什么样,对于型芯是什么材料做的一无所知。
就是这篇文献,打开了我的叶轮研制之路。
叶轮研制过程中,有一个东西是最需要解决的,就是包套,那个金属胶囊怎么做。
包套绝对是个技术,但是我没想到万事起头难,会难到这个地步。
包套在热等静压过程中是应该收缩的,但是没想到,我这个包套是膨胀的。
文章插图
左图红色背底的,这是因为焊缝漏气了,吹泡泡了,这个就废掉了。最离谱的一次是中间这个,这应该是11年前,在热等静压外协单位,我想做一个试板。
这个试板的体量大概是一张A4纸大小的幅面,厚度是摇控器这么厚。
去热压的话应该被压扁,得到致密的合金,结果不仅没压扁,还吹成了面袋子。
当时在场的一个工程师悄悄把我拉到一边,说小徐啊,你点子挺正啊,再差一点,估计你们单位就得给我们这个发热体掏六七十万的维修费了。
我现在一算,基本上就是,两辆哈弗H9的价钱,还是高配。
这是我们遇到的宏观的问题,比较容易解决,因为爆掉后扔掉就算了,无非增加点成本,费点人力。
但是有时往往进行到最后一步了,相当于我们最后一哆嗦,没哆嗦好。
当我兴冲冲地把我们的叶轮拿去无损探伤、检测荧光时发现,有很多表面气孔、皮下气孔,拿到用户那里,肯定是判废的。
推荐阅读







- 交付 沉了!这艘刚交付的“新”船只跑了3次!船东将遭起诉和高额索赔
- 速度 宇宙中比光速更快的四种“速度”,你都知道几个
- 云南花25亿建“假古镇”,如今遭人“嫌弃”,当地人:不会再去
- 油价 “负油价”后全球市场变化!美国每升不足2元,中国排名竟超国足
- 太空飞行 鱿鱼宝宝和“水熊”将成为美国宇航局最新的微型宇航员
- 外延片 “江西造”登陆火星!
- 主播 闻“象”而动的直播歪风必须狠刹
- 古镇 四川一“避暑古镇”火了,距成都仅22公里,游客:来得值
- 伺服 “窝工”技术又双叒叕助力中国“太空首单”
- 研制 好消息中国航空航天技术飞速进步,有望彻底打破西方垄断