数控铣床编程中介绍的G/M/S/F等指令 , 基本上都适 用于加工中心 , 因而这些指令不再重复说明,只是简单介绍一些加工中心的典型指令 。

文章图片
1.自动返回参考点指令G28
格式: G28 X_ Y_ Z_;用于刀具自动更换或者消除机械误差 说明:
①G28使X、Y, Z轴先快速定位到中间点 , 然后再从中间点返回到参考点 。 其中 , X、Y、Z为返回参考 点时 , 经过的中间点(绝对值/增量值)。
②设置中间点 , 是为防止刀具返回参考点时与工件或央具发生干涉 。
③安全起见 , 在执行该指令之前 , 应取消刀具半径补偿和刀具长度补偿 。
④在G28的程序段中不仅产生坐标轴移动指令 , 而且记忆了中间点坐标值 ,以供G29使用 。
⑤G28指令仅在其被规定的程序段中有效 。
2.返回第二参考点指令G30
格式: G30 X_ Y_ Z_;
说明:G30为返回第二参考点 , 该功能与G28指令相似 。
注意:
①第二參考点的位是由系统参数来设定的 , G30指令只有在执行过 自动返回参考点(G28) 或手动返回参考点之后才有效
②通常G30指令用于自动换刀(ATC) 位置与参考点不同的场合 。
3.自动从参考点返回指令G29
格式: G29 X_ Y_ Z_;
说明:
①G29指令可使X、Y、Z轴从参考点出发 , 经过由G28 (或G30)指令定 义的中间点 , 快速到达目标点 。
②X、Y、Z为返回的目标点;(G90时为目标点绝对值, G91时为目标点相对于中间点的增量值 。 )
③该指令可在G28 (或G30)指令之后使用 , 但这条指令不是必须的 ,使用G00定位有时可能更为方便 。
④G29指令仅在其被规定的程序段中有效 。
G28/G30和G29的应用功能实例
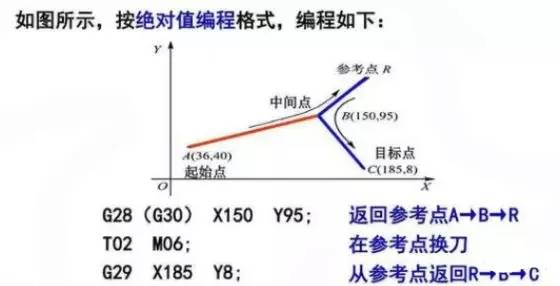
文章图片
4.自动换刀指令M06
M06指令用于刀具的自动交换 。
该指令中同时包含了主轴准停M19指令 , 执行M06时 , 先完成主轴 准停的动作 , 然后才执行换刀动作 。
【主轴|通用代码G28、G30、M06没用好,工件会与夹具发生干涉,你知道吗?】QM- 40SA型立式加工中心的刀库容量为24把刀 , 换刀点在第2参考点处 。 换刀程序如下:
N20 G91 G30 X0 Y0 Z0; 机床返回第2参考点
N30 T02; T为寻刀指令 , T02表示把刀库中的2号刀旋转到待换刀位
N40 MO6; 执行换刀 , 把主轴上的刀和刀库中待换刀位的刀交换
推荐阅读







- 代码|GGV纪源资本连投三轮,这家无代码公司想让运营流程变简单
- 葡萄|金印联携手葡萄城,低代码技术实现“万物皆可集成”
- 葡萄|中恒五金携手葡萄城:10年软件开发经验,凭借活字格低代码平台再创业
- Microsoft|Mesa D3D12最新代码中已添加对SSBOs的支持
- IT|股价今年飙升逾一倍 福特市值五年多来首次超通用
- 人物|程序员被辞退报复公司 写代码转账553笔
- 代码|腾讯云微搭低代码负责人王倩:低代码将成为数字化转型中坚力量
- IT|通用汽车计划将机场地面支持设备电动化
- 最新消息|通用宣布不参加CES 2022线下展会 将采用线上直播方式
- 错误|有了这个工具,不执行代码就可以找PyTorch模型错误